| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Usage Guide
Step l: Substrate Treatment1. Metal MatrixUse hand or power tools, sand blasting, shot blasting, high-pressure water jetting, etc. to carry out pretreatment of the substrate to remove rust, grease, oil, chlorides, dust, impurities and other contaminants that may affect the adhesion on the surface of the substrate. The optimum degree of pretreatment: the surface of the substrate treated by abrasive blasting reaches Sa2.5, and the welded seam reaches Sa3.0 quality grade, and the surface of the substrate treated by hand or power tool reaches St3 quality grade, with a surface roughness of 40-75 μm (usually, the thicker the coating, the higher the roughness required). The air compression treatment equipment used for sand blasting etc. must be equipped with oil-water separators with good performance.If the foreign matter is removed by electric brushes, it is necessary to check whether there is any oil contamination on the surface of the treated substrate, and if there is, please make sure to carry out the scientific degreasing (using neutral alkaline water or other professional cleaning agents, and then rinsing with clean water). In addition, attention should be paid to the treated substrate surface to avoid secondary pollution, such as operators should not wear oil-contaminated working shoes, overalls, gloves for contact inspection or painting construction of the pre-treated substrate. After pretreatment, the substrate can be painted when it is dry.
2. Non-metallic Substrates (FRP, fibers, ceramics, lining materials, etc.)Clean the surface of the substrate of dust, oil, chalking layer, soft layer, burned sulfur layer, etc., to ensure that the surface is clean and free of dust, oil, loose spots and other dirt affecting the adhesion. If there is obvious peeling off on the surface, it should be leveled after cleaning. After pretreatment, the substrate can be painted under dry condition.
3. Concrete, Cement MatrixThe new concrete surface should be cured for a reasonable period of time (at least 3-4 weeks under normal circumstances) to allow it to “spit out alkali” and dry out sufficiently. It is recommended that the work be carried out after the moisture content is less than 8% and the PH value is less than 10. The surface of the substrate should be dry, solid and firm, without sanding, cracks, loose, chalking and other defects. At the same time, the surface of the substrate must be clean, without soil, white cream, oil and mold release agent and other pollutants attached. If you find the above adherents, electric or pneumatic sanding tools, sandblasting equipment, high-pressure water jetting equipment, compressed air equipment, vacuum cleaners, wire brushes, sandpaper, detergent or sodium carbonate solution and other tools and equipment to remove, and then rinsed with water. Rinse clean and dry before painting. Old concrete surfaces, compared to new concrete surfaces, have the same requirements and methods as new concrete surfaces for substrate preparation before painting, except for maintenance.
4. Existing CoatingsExisting coatings mainly include the previous coating during painting construction and the old coating during maintenance and painting. In the interval of painting construction, only surface cleaning is needed to remove oil and dust for painting; for surface treatment of old coatings, not only surface cleaning is needed (such as detergent degreasing, high-pressure water rinsing, etc.), but also manual sanding and sandblasting are needed according to the actual situation, to ensure that the coatings are firmly adhered to and the surfaces are cleaned, and that there is no blistering, cracking and loosening of the coating surfaces, no chlorides, metal salts, grease, oil, dust, debris and other dirt affecting adhesion. The surface is free of chlorides, metal salts, grease, oil, dust, debris and other contaminants affecting adhesion, and can be coated when the substrate is dry. After pre-treatment, the coating must be carried out under the condition that the substrate is dry.
Step2: Painting Process1. Proportioning and Mixing Ratio: main agent A (sealed bag): curing agent B (small drum)= 9 ∶ 1 (weight ratio, not volume ratio), when mixing, the curing agent should be slowly poured into the curing agent under constant stirring of the main agent (because of the precipitation at the bottom of the small drum of the curing agent, it is necessary to use a clean piece of apparatus to reach in through the mouth of the drum to scrape the bottom and stir evenly before use). When mixing and stirring, mechanical stirring (e.g. electric hammer/drill + paddle/stirring blade, etc.) must be used, and the stirring time should be more than 5 minutes, so as to make the two-component coating fully mixed and suspended, and to achieve the best paintable state.Note: Due to the placement of reasons may cause some of the components A, B precipitation, is a normal phenomenon, mixing (use) before mixing can be.
Warning!When mixing the whole drum at one time, make sure that all component B (small drum) is poured out, because there may be some precipitation of component B adhering to the bottom of the small drum, which can not be poured out by direct pouring and will affect the proportioning, so it is necessary to check whether all component B is poured out when mixing. If the whole barrel is not mixed at one time, be sure to pre-mix component A (sealed bag) after mixing (mechanical mixing, such as hammer/drill + paddle/blade, etc.), component B (small drum) mixing (you need to use a clean piece of equipment from the mouth of the barrel into the side of the scraping bottom). (Stirring at the same time) after the uniformity, can be taken out according to the proportion of mixing and use, otherwise it will seriously affect the performance of the product. This step should be repeated before each use. In general, this product does not need to be diluted, if you need to dilute, it is appropriate to dilute after mixing components A and B, not alone, it is recommended to use my company's special diluent, do not arbitrarily use other diluents. It is recommended to use our special diluent and not to use other diluent at will. When diluting, it should be added one by one, and the amount of addition should not be more than 10%. At room temperature (23±2℃), the anti-curing period of the paint after mixing components A and B is generally 4-5 hours, if the ambient temperature is high, the anti-curing period will be further shortened, please arrange the mixing quantity according to the construction progress.
2. Coating ThicknessSuggested dry film thickness: 300-500μm. (Choose the appropriate thickness according to the actual working conditions)
3. Painting MethodThis product can be sprayed, brushed, rolled and other construction methods, according to the surface area of the object to be coated, the complexity of the structure and other factors, a reasonable choice of coating methods. When coating construction, it is recommended to use the criss-cross method (horizontal coating + vertical coating) to achieve the thicknessrequirement by multi-channel ( ≥ 2 channels, according to the requirements of coating thickness on site and the coating process) coating, the first channel must be thinly coated, and the subsequent coating can be normally coated, and the latter coating time is usually the surface drying time of the previous coating (about 30min, with the coating " sticky hands and not sticky" as the best surface drying time). Such construction efficiency, controllability, can effectively avoid the coating cracks, leakage, pinholes and other defects, easy to obtain uniform, dense, complete high-performance coating film.
Brushing: If the paint is applied by brushing, it should be applied evenly with a soft-bristled brush. Before brushing, first dip the brush 1/2-2/3 full of paint, then straighten the brush along the inside of the paint container to remove excessive paint. When brushing, hold the brush handle tightly, always in a perpendicular state to the surface being painted, keep the arm and wrist stable, use even force, run at a balanced speed, avoid brush marks as much as possible, and do not have hanging and dripping. Brushing should be alternated vertically and horizontally, and the last step should be vertically brushed along the vertical direction to ensure that the coating is beautiful, even and dense, with no defects such as omission of coating, uneven thickness and other coating defects.
Spraying: If you use spraying (recommended construction methods, air spraying, high-pressure airless spraying can be), when spraying, be sure to pay attention to the degree of homogeneous mixing of the coating to be sprayed, the consistency and spraying action, to avoid dry spraying (the coating shows loose powder particles, for failure coating). Air spraying: gun caliber 2-3mm, pressure 0.5-0.7MPa; high-pressure airless spraying: gun caliber 0.4-0.6mm, pressure 15-25MPa.
When applying the paint, the second shot should overlap the previous one by about 1/3-1/2, the direction of spraying should be perpendicular to the surface of the substrate, and the speed of spraying should be kept uniform, not fast or slow. At the same time, pay attention to moving at equal distance from the surface to be painted (avoiding arc movement due to wrist rotation, etc.), and the nozzle and the surface to be sprayed should be at a vertical and uniform distance of about 20-30cm in general. (The technical parameters involved in the process are suggested values, and the pressure, caliber and spraying distance can be adjusted according to the actual situation on the site in order to obtain the best painting effect).
Attention!
Before coating operation, for some cutting edges, weld seams, corners, nuts and other complex structures spraying is not easy to reach, inconvenient construction parts, must be pre-coating (such as manual brushing, etc.) to deal with, so as to effectively avoid uneven or leakage of local coating caused by the coating potential problems, resulting in a decline in the performance of the coating.
During the painting process, the mixed paint should be stirred from time to time to avoid the local curing caused by long time standing, which will affect the painting effect, especially in the summer hot weather environment, must pay attention to the construction.
4. Curing MethodNatural curing: room temperature (23±2℃), air humidity < 65%, the coating surface drying time of about 30min, to the field coating "sticky hands, not sticky glue" for the best surface drying state, drying is generally not less than 72 hours. (If the ambient temperature is low and humidity is high, the drying time should be extended.)
Supplementary: On-site "finger-touch" method to determine the degree of dryness of the coating:
Finger touch method to determine the surface dry: touch the surface of the paint film with a finger, such as feeling some sticky, but no paint stained on the finger, that is, the surface is considered dry.
Finger touch method to determine the solid drying: with the thumb downward pressure and force rotation, the coating film is not obvious changes can be considered to have reached the solid drying degree.
5. Dry Conservation
Coating in the drying and curing period, should be well protected, to avoid the coating by hail, rain, dew, water vapor and other impact, wet or heavy pressure, scraping and other human damage. Cloudy, rainy, cold and other low ambient temperature, air humidity weather, will seriously affect the coating drying and curing time, in such an environment, the coating will not be able to dry, this time to extend the drying time or improve the ambient temperature and humidity.
In order to obtain the best performance of the paint film, it is recommended to carry out the necessary maintenance of the coating according to the actual working conditions of the site after drying and before it is put into use. The maintenance period is generally 5-7 days, and should be extended if the temperature is low and the humidity is high. During the maintenance period, special attention should be paid to the fact that the coatings should be protected against man-made damages such as hail, rain, dew, water vapor, etc., and should be avoided from being touched, soaked, or pressed or scraped.
After the coating has been applied, it is important to wait until the coating is at least solidly dry (at room temperature, not less than 72h) before putting it into use, otherwise the performance of the coating will be seriously affected. The best results will be achieved if the coating is put into use after a certain maintenance period.
Step3: Construction Environment
The ambient temperature should not be lower than 5℃, the relative humidity should not be higher than 65%, and the construction should be carried out in a ventilated and dry environment, please do not construct the product in a humid, airtight, too high or too low temperature environment. At the same time, avoid windy, dusty and rainy environments.
Step4:
Tool CleaningAfter construction, spray gun, liquid storage tanks, protective equipment and other painting tools, it is appropriate to use matching thinner or xylene to clean, and finally rinse with water and then dry.
Step5: Storage Matters
When not used up for one time use, seal each component and cover the barrel, place in a cool, dry and ventilated place to store, away from heat and fire, storage temperature is between -10℃-40℃, storage is valid for 1 year.
Step6: Other Matters
1. When painting, effective safety measures must be taken, such as keeping the construction environment well ventilated, and wearing gloves, protective clothing, protective masks and so on.
2. Due to the special nature of special functional coatings, the coating operation and use of the product is particularly critical and is in the uncontrollable category, so we can only control the quality of the product itself. The painting operation requires the painters to have certain experience in the industry and be familiar with the matching of the painting tools and equipment with the products in order to achieve the best painting effect.
3. This coating process specification is based on laboratory tests and long-term practical application experience, subject to the specific conditions of the construction site, construction conditions and process requirements and many other special factors, can not be based on this specification as the final coating quality standards.
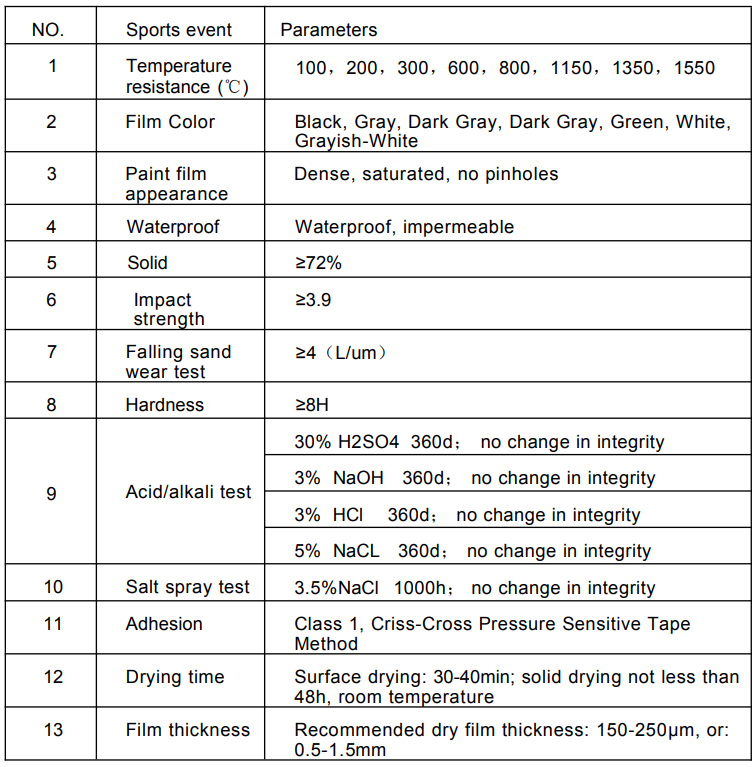
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Technical Specifications
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Quality Assurance
Saudi Aramco reserves the right to conduct spot checks and laboratory tests on the products to ensure that they fully meet the material description and specification requirements. For each batch of products leaving the factory, the manufacturer and/or supplier must attach a Laboratory Certificate of Analysis (COA) and a Certificate of Origin (COO) to ensure product quality from the source.
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Product Labeling
The product name, batch number, production date, expiration date, SAP number, country of origin, manufacturer's name, and contact information are clearly marked on the product packaging. At the same time, hazard information is labeled in strict accordance with the Material Safety Data Sheet (MSDS) to ensure the safe use of the product by users.
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Comment & FAQ
1. Who are we?
About Us We are headquartered in Jiangsu, China, established in 2016, and our market reach extends to Southeast Asia (40.00%), Africa (15.00%), Eastern Europe (15.00%), Western Europe (10.00%), the Middle East (10.00%), North America (5.00%), and the Domestic Market (5.00%). Our team comprises approximately 51-100 dedicated professionals.
2. How can we guarantee quality?
Ensuring the highest quality is our priority. We achieve this by: Conducting pre-production samples before mass production.
Carrying out thorough final inspections before shipment.
3. What can you buy from us?
Our product range includes a variety of offerings such as Alkyd Paint, Polyurethane Paint, Epoxy Paint, Acrylic Paint, Organic Silicone Paint, and more.
4. Why should you buy from us not from other suppliers?
There are several compelling reasons to opt for our products:We possess a rich 22-year history dedicated to the development, production, and sales of heavy anti-corrosion coatings.
We hold the prestigious designation as the developer for a military unit and are located within the Changzhou state high technology industrialization base for new paint.
Our commitment to quality is underscored by ISO9001, ISO14001, and OHSAS18001 certifications.
5. What services can we provide?
We offer the following services:Accepted Delivery Terms: FOB, EXW
Accepted Payment Currency: USD
Accepted Payment Type: T/T
Multilingual Support: English and Chinese
Feel free to reach out to us for all your coating needs, and we will be delighted to assist you.
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Production Process

Epoxy Resin Glue KE-452 Factory show.
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Certifications
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating For Use
Mix part A and part B as 15:5 by weight. Slowly add part B into part A and ensure mixed completely.
X-10 polyurethane paint exclusive thinner ≤ 10 % w./w.
X-10 polyurethane paint exclusive thinner
Airless Spray: Pressure : 1800 - 2700 psi ,Hose: 1/4" ID, Tip:.015" - .021".
Filter: 60 mesh.
Brush :. Nylon / polyester.
Roller:1/4 - 1/2" woven.
Apply certain amount of sealing agent to further smooth surface of substrate with airless spraying or rolling.
Towel two layers of polyurethane slurry (a rough layer followed by a fine the layer) on the surface to required thickness. Before toweling second layer, smooth the first layer by grinding.
Grind the intermediate layer and clean up extra sands or quartz on intermediate layer, thereafter apply finish coat.
Acrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor PaintAcrylic Polyurethane Floor Paint
| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Company Profile

YMS Paint, one of famous trademarks in China, devotes to industrial paint research, production and sales since 2001.
Oriented by technology, we serve customers worldwide not only our high quality products, but also technical consultation and engineering scenarios. Cooperating with UNSW and BUCT, We invest millions to update our technology so that we can bring out better and cheaper products.
Our core products, including antirust paint, acid & alkali resisting paint, heat resisting paint, building & floor paint etc., help protect and extend substrate life for years.




| JB300-1500 High-temperature Corrosion-resistant And High-wear- Resistant Coating Exhibitions








 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Latine
Latine Dansk
Dansk Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Oʻzbekcha
Oʻzbekcha Беларуская мова
Беларуская мова Basa Jawa
Basa Jawa
































































































")

